工具、刃物類へ当社コーティングを処理する事により、強靭な刃先を作る事だけでなく加工に不可欠な様々な付加価値を付ける事が可能です。
また、コーティングで工具寿命を延ばす事により、生産性向上、コスト削減等を図る事が可能です。
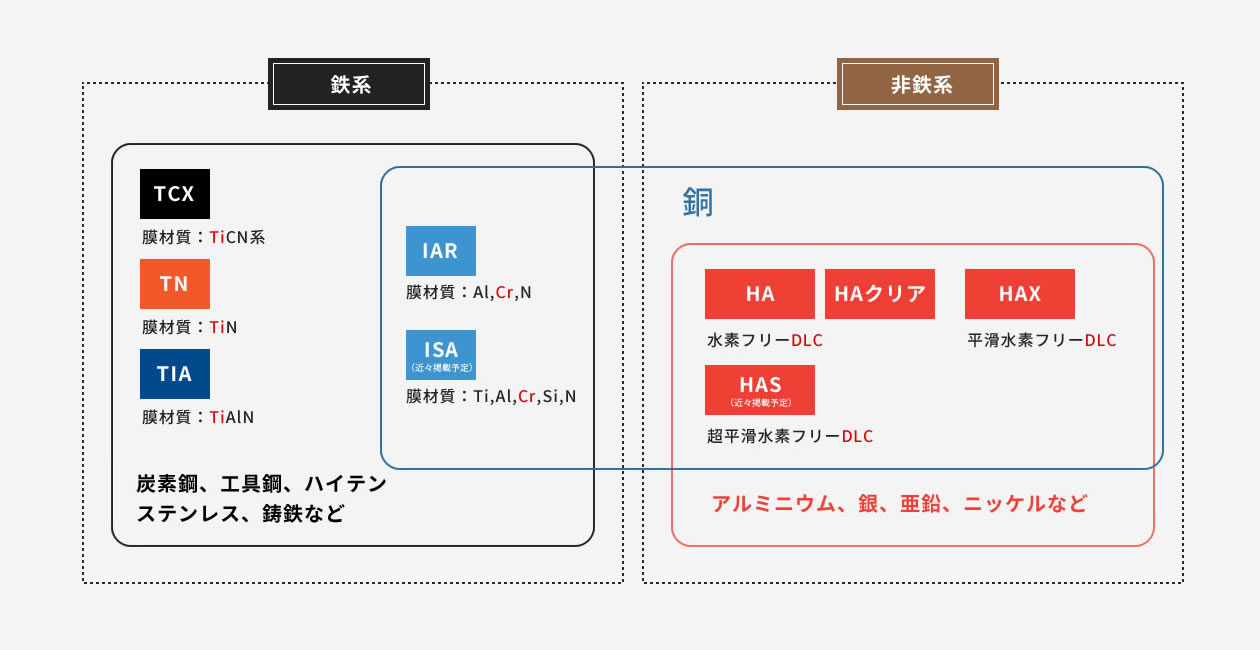
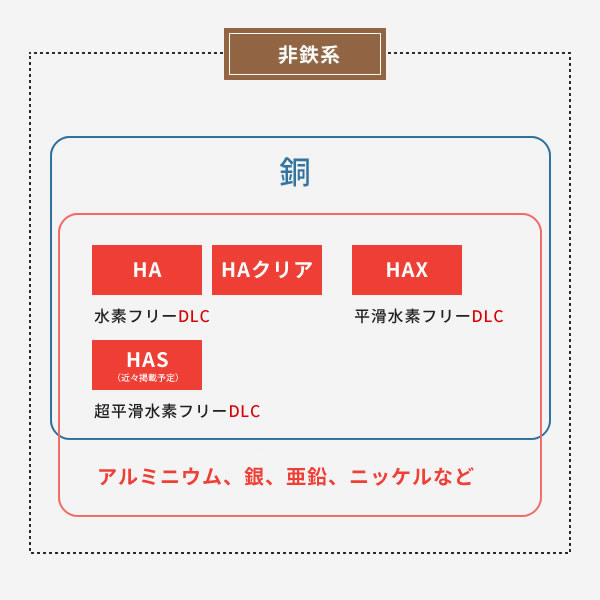
非鉄加工用工具
高硬度、高密着力に加え、抜群の耐溶着性により、溶着による構成刃先を抑制。また、低摩擦係数、平滑性により切り屑の排出性を向上させる事でアルミ等の非鉄金属加工に最適!
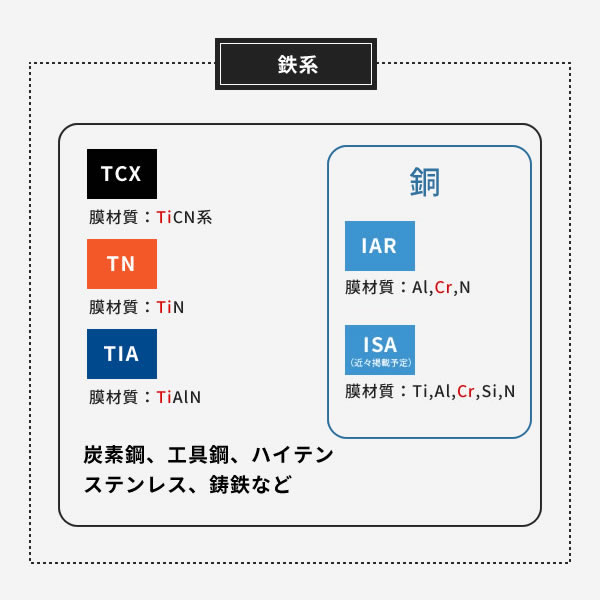
一般加工用工具
高硬度、高密着力に優れ、あらゆる局面にて効果を発揮。また、超多層構造膜でより強靭な膜もご用意しておりますので、大切な工具の寿命を延ばします!
微細加工用工具
精密加工の強い味方!当社薄膜シリーズによりコーティング時の刃先太りを抑制。公差の厳しい工具へのコーティングが可能です。
| 膜種名 | 硬度(Hv) | 膜厚(標準膜厚:μm) | 処理温度 | 色調 | 酸化温度 | 特徴 | |
|---|---|---|---|---|---|---|---|
| TN | 1700~2000 | 1~4(2.5) | 400~500℃ | 金色 | 600℃ | 硬度と密着力のバランスの取れた汎用種 | |
| TCX/TCX超薄膜 | 3000~3500 | 1~4(0.5、2.5) | 400~500℃ | 銀色 | 500℃ | 高硬度,耐焼付き性,摺動性に優れる。 SUS、ニッケル加工に実績有。相手材仕上げ面良好 |
|
| TIA | 2400~2600 | 1~4(0.5、2.5) | 400~500℃ | 紫色 | 900℃ | 高硬度、高温耐酸化性を持つ。高速切削用途に優れる | |
| IAR | 1800~2000 | 2~4(2.5) | 400~500℃ | 銀色 | 1000℃ | 高温耐酸化性、離型性、摺動性に優れる、CNよりも高硬度 | |
| ISA | 3400~3800 | 2.5~4.5(3.0) | 400~500℃ | 干渉色 | 1100℃ | 高温耐酸化性、窒化膜で最も高硬度、Dry,Wetともに使用可能 | |
| 水素フリー | HA | 6000~7000 | 0.5~1.0(0.5、1.0) | 150~200℃ | 透明干渉色 | 500℃ | 水素フリーでダイヤモンドに次ぐ硬さを有し、油中での摩擦低減に効果 |
| HAクリア | 6000~7000 | 0.1(0.1) | 150~200℃ | 透明干渉色 | 500℃ | 軟質金属の加工、成型用超薄膜コート。離型性、耐摩耗性と加工精度を向上 | |
| HAS | 6000~7000 | 0.35(0.35) | 150~200℃ | 透明干渉色 | 500℃ | ドロップレットが発生しないスパークレスアーク方式を採用した ドロップレットフリー超平滑水素フリーDLC |
|