
代表的なコーティング膜特性
アーク放電を利用した硬質膜は、主に金属の窒化物が主流です。これらは導電性があるため、基材にマイナスの電圧をかけることで、プラズマからのイオンの作用で硬い膜が生成できます。金属に何を選ぶかによって膜の特性が変化し、それぞれに最適な用途が分かれます。一般的には、膜厚は3ミクロン程度で物理的な耐摩耗性を発揮します。
| 膜種 | TiN | TiCN | TiAlN | CrN | AlCrN | DLC |
|---|---|---|---|---|---|---|
| 窒化チタン | 炭窒化チタン | 窒化チタンアルミ | 窒化クロム | 窒化アルミクロム | ダイヤモンドライクカーボン | |
 |
 |
 |
 |
 |
 |
|
| 色 | 金色 | 灰色~紫色 | 紫色 | 銀色 | 黒灰色 | 黒色 |
| 膜厚(μm) | 2~4 | 2~4 | 2~4 | 2~4 | 2~4 | 0.1~20 |
| ビッカース硬度(Hv25gf) | 1800~2200 | 2000~3000 | 2000~3000 | 1200~2200 | 2000~2500 | 15~70 (GPa) |
| 耐摩耗性 | 〇 | ◎高荷重滑り環境 | ◎高温切削環境 | ◎高荷重滑り環境 | ◎高温切削環境 | ◎すべり環境 |
| 耐熱性(℃) | 600 | 500 | 800 | 800 | 900 | 450 |
| 処理温度(℃) | 400~480 | 400~480 | 400~480 | 400~480 | 400~480 | 150~300 |
| 用途例 | 一般切削工具 汎用金型 |
パンチ/ダイ 摺動部品 |
高速切削工具 高温金型 |
機械部品・エンジン部品 Crメッキ代替 |
高速切削工具 高温金型 |
機械部品・エンジン部品 切削工具 |
| 膜の特徴 | 汎用膜 | 低摩擦係数 高硬度 |
高温耐酸化性 | 耐摩耗性 耐熱性 |
高温耐酸化性 | 低摩擦係数 高硬度 |
※ このほかにもターゲットの種類・配置によって多彩な膜が成膜可能です。
コーティング事例
超硬メタルソー【TiN,TiAlN】

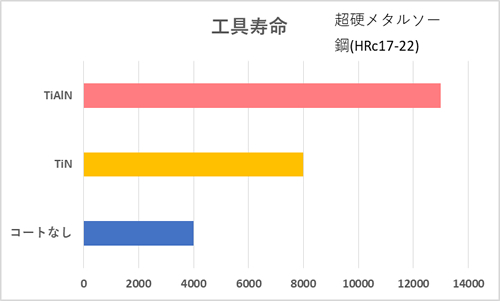
| コーティング種 | TiN,TiAlN |
| 工具名 | 超硬メタルソー |
| 被加工材料 | 鋼(HRc17-22) |
ハイスホブφ100xL180【TiN,TiAlN】

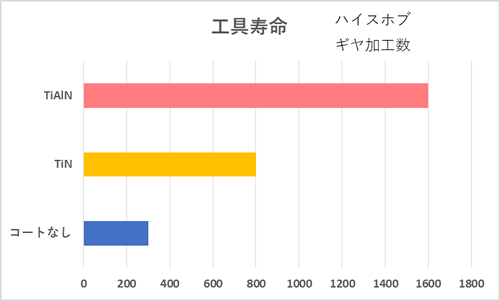
| コーティング種 | TiN,TiAlN |
| 工具名 | ハイスホブφ100xL180 |
| 用途 | 自動車ミッションギヤ製造 |
| 材料加工条件 | 水溶性クーラント |
ダイカスト製品【TiAlN】

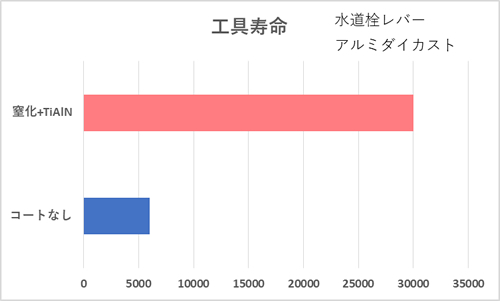
| コーティング種 | TiAlN |
| 工具名 | ダイカストピン |
| ダイカスト製品名 | 水道栓レバー |
ハイスドリル【TiN】

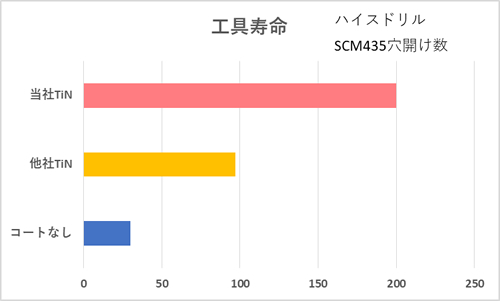
| コーティング種 | TiN |
| 工具名 | ハイスドリル |
| 被加工材料 | SCM435 t=20mm |
| 材料加工条件 | Speed-18.8m/min Travel-0.1mm/rev |
センタードリル【TiN,TiCN,AlTiN】

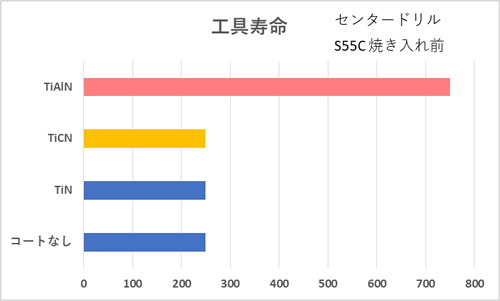
| コーティング種 | TiN,TiCN,AlTiN |
| 工具名 | センタードリル |
| 被加工材料 | S55C 焼き入れ前 |
